| �e(cu��)�`��Ϣ |
���}/ԭ�� |
��Q |
| HEAD OPEN |
��(li��n)�C(j��)ģʽ�´��_�˴�ӡ�^��o��݆ |
���^�κ;o��݆�ֱ��D(zhu��n)��(d��ng)���i��λ�� |
| HEAD OPEN **** |
�ڴ�ӡ�^��o��݆���_�Ġ�B(t��i)�Lԇ���ͼ���l(f��)�в��� |
���^�κ;o��݆�ֱ��D(zhu��n)��(d��ng)���i��λ�ã�Ȼ����RESTART�I |
| COMMS ERROR |
���F(xi��n)ͨ���e(cu��)�` |
�_���ӿ���|���_�B�ӵ���ӡ�C(j��)���C(j��)�ϣ����C(j��)���_ |
| PAPER JAM **** |
�ڽ��|(zh��)���o;�ж������M(j��n)����ͨ�� |
ȥ���������|(zh��)���坍�бP���������_���b���|(zh��)�������RESTART�I |
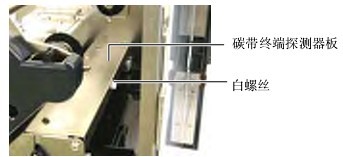
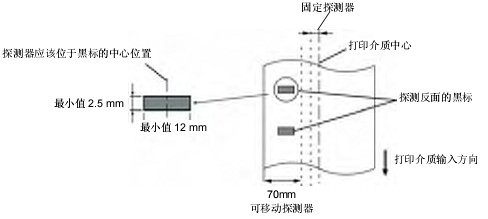
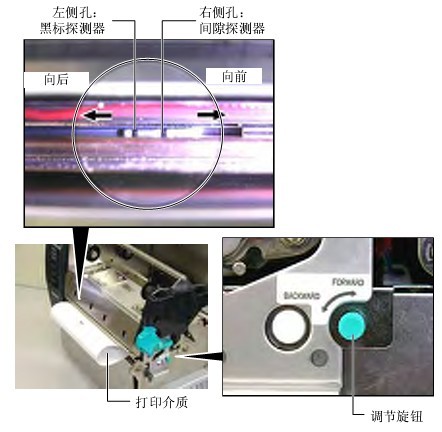
| �o����ʹ�õĽ��|(zh��)�x�����e(cu��)�`�Ľ��|(zh��)̽�y�� |
�P(gu��n)����ӡ�C(j��)���_�C(j��)���o����ʹ�õĽ��|(zh��)�x�����_���|(zh��)̽�y����������»֏�(f��)��ӡ�C(j��)���� |
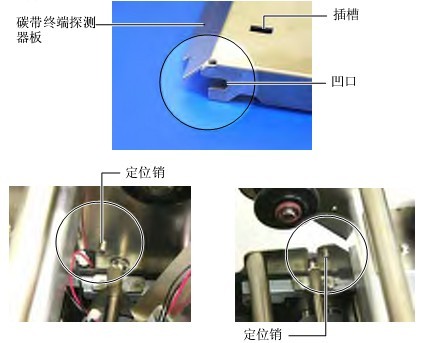
| �ژ�(bi��o)̽�y���]���c���|(zh��)�ϵĺژ�(bi��o)��(du��)�R |
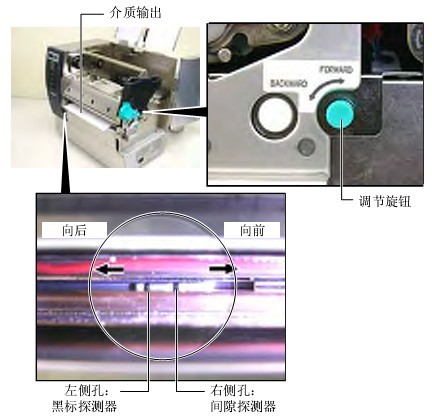
�{(di��o)��(ji��)̽�y��λ�ã��ٰ�RESTART�I |
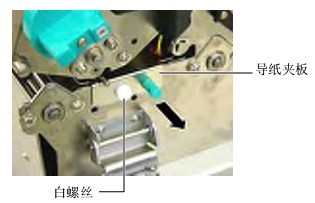
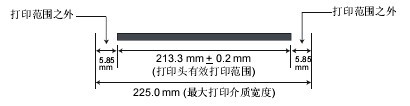
| ���d���|(zh��)�ijߴ��c����Ĵ�С��ͬ |
���°��b�c�����O(sh��)���ijߴ���ƥ��Ĵ�ӡ���|(zh��)��Ȼ����RESTART�I�������P(gu��n)�C(j��)���_�C(j��)������(j��)���b���|(zh��)�ijߴ������O(sh��)�������еijߴ磬���֏�(f��)��ӡ������ |
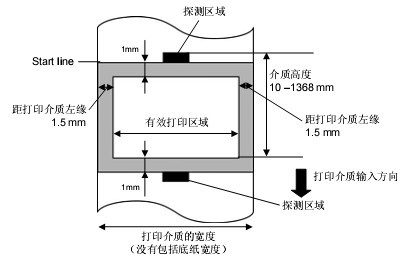
| �g϶̽�y�����ܸ��ܴ�ӡ�^(q��)����g϶֮�g�IJ�e |
�O(sh��)���_�� |
| CUTTER ERROR **** |
���е��д�ӡ���|(zh��)���� |
ȥ��������ӡ���|(zh��)����RESTAR�I�� |
| NO PAPER **** |
���|(zh��)���� |
���d�½��|(zh��)���ٰ�RESTART�I |
| ���|(zh��)���d�����_ |
�������_�ؼ��d���|(zh��)���ٰ�RESTART�I |
| ���|(zh��)̫�� |
�Q��̫�ɵĽ��|(zh��) |
| NO RIBBON **** |
̼������ |
���d��̼�����ٰ�RESTART�I |
| RIBBON ERROR **** |
̼�����o�e(cu��)�` |
ȥ��̼�����z��̼����B(t��i)������б�Ҫ����̼���� |
| EXCESS HEAD TEMP |
��ӡ�^�^�� |
�P(gu��n)��ӡ�C(j��)�����أ���s3��犡� |
| HEAD ERROR |
��ӡ�^�І��} |
��Ҫ���Q��ӡ�^ |
| SYSTEM ERROR |
���ܵ����ɔ_�ĵط�ʹ�ô�ӡ�C(j��)�����ߣ��ڴ�ӡ�C(j��)��˿���|��߅������������Դ�� |
ʹ��ӡ�C(j��)�Ͷ˿���|�h(yu��n)�x��Դ |
| ��ӡ�C(j��)�Դ��δ�ӵ� |
ʹ�Դ���ӵ� |
| ��ӡ�C(j��)�������������ͬһ�Դ |
���ӡ�C(j��)�ṩ�����Դ |
| Ӌ(j��)��C(j��)���C(j��)�ϵ�ij��(g��)��(y��ng)��ܛ���l(f��)���e(cu��)�`��������� |
�_�J(r��n)Ӌ(j��)��C(j��)���C(j��)�������� |
| FLASH WRITE ERR. |
��(sh��)��(j��)�����W��r(sh��)�l(f��)���e(cu��)�` |
�P(gu��n)�]��ӡ�C(j��)��Ȼ�����_�C(j��) |
| FORMAT ERROR |
��ʽ���W��r(sh��)�l(f��)���e(cu��)�` |
�P(gu��n)�]��ӡ�C(j��)��Ȼ�����_�C(j��) |
| FLASH CARD FULL |
�W����g���㣬�o�����攵(sh��)��(j��) |
�P(gu��n)�]��ӡ�C(j��)��Ȼ�����_�C(j��) |
| EEPROM ERROR |
�������_�xȡ�����ֻ�x�惦(ch��)���еĔ�(sh��)��(j��)����(sh��)��(j��)���ܱ����_��������ֻ�x�惦(ch��)�� |
�P(gu��n)�]��ӡ�C(j��)��Ȼ�����_�C(j��) |
| SYNTAX ERROR |
��ӡ�C(j��)������(j��)�̼�����̎�����d����ģʽ�r(sh��)�����յ��˲����_��ָ����΄�(w��)̎��ָ� |
�P(gu��n)�]��ӡ�C(j��)��Ȼ�����_�C(j��) |
| POWER FAILURE |
�l(f��)��˲�r(sh��)��늹��� |
�z���ӡ�C(j��)�Ĺ���Դ������~��ֵ�����_�����ӡ�C(j��)�������������һ��(g��)�Դ������Ո(q��ng)ʹ��������Դ���� |
| LOW BATTERY |
��(sh��)�r(sh��)�r(sh��)�늉���1.9V����� |
���Q늳� |
| ���ܵĆ��} |
ԭ�� |
��Q |
| ��ӡ�C(j��)�o�����_ |
�Դ�����ܔ��_ |
�����Դ�� |
| ����늲�ڲ����������� |
����������O(sh��)ʩ�z�y��늲�� |
| ���U(xi��n)�z���·�����_ |
�z�鱣�U(xi��n)�z���·�� |
| ���|(zh��)�o�����o |
���|(zh��)���d�����_ |
��ӡ�C(j��)̎���e(cu��)�`��B(t��i) |
| ��ӡ�C(j��)̎���e(cu��)�`��B(t��i) |
��Q��Ϣ�@ʾ���ϵ��e(cu��)�` |
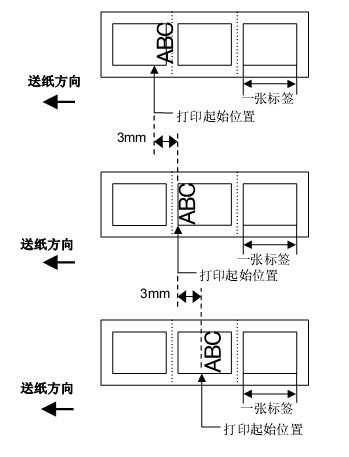
| �ڳ�ʼ��B(t��i)�°���FEED�I���Ķ���(d��o)�����e(cu��)�`�l(f��)�� |
�ͼ����΄�(w��)̎�������]��������Ĭ�J(r��n)�l����(zh��)�� |
ʹ�ô�ӡ�C(j��)�(q��)��(d��ng)������Q��ӡ�C(j��)��ӡ�l��������Q��ӡָ��ʹ����ϴ�ӡ�l����Ȼ����RESTART�I������e(cu��)�`��B(t��i) |
| ���|(zh��)�ϛ]��ӡ |
���|(zh��)���d�����_ |
���_���d���|(zh��) |
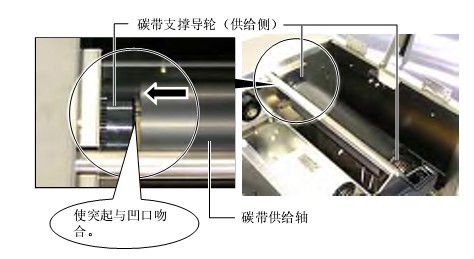
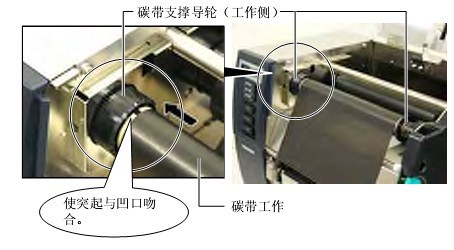
| ̼�����d�����_ |
���_���d̼�� |
| ̼���ͽ��|(zh��)��ƥ�� |
��ʹ�õĽ��|(zh��)�x����m��̼�� |
| ��ӡ�D��ģ�� |
̼���ͽ��|(zh��)��ƥ�� |
��ʹ�õĽ��|(zh��)�x����m��̼�� |
| ��ӡ�^δ�坍 |
ʹ�ô�ӡ�^�坍�P�ƾ�����������坍��ӡ�^ |
| ��o������ |
�]�����_�P(gu��n)�]�е���Ԫ |
���_�P(gu��n)�]�е���Ԫ |
| ���|(zh��)������ |
ȥ���������� |
| �е�����̫�K |
�坍�е����� |
| ���xģ�K���ĵ��τ��_��(bi��o)�� |
��(bi��o)������̫�����zˮ̫� |
���Q��(bi��o)�� |





 ͨ�^��ӡ�^����Ԫ���z�y�ضȣ�Ȼ���@ʾ�܇��ğ���Ԫ����
��.�ϲ��ژ�(bi��o)̽�y����B(t��i)�@ʾ
ͨ�^��ӡ�^����Ԫ���z�y�ضȣ�Ȼ���@ʾ�܇��ğ���Ԫ����
��.�ϲ��ژ�(bi��o)̽�y����B(t��i)�@ʾ �@ʾ�ϲ��ژ�(bi��o)̽�y��̽�y����늉�
�@ʾ�ϲ��ژ�(bi��o)̽�y��̽�y����늉� ���ñ���(sh��)�Hʹ�õĴ�ӡ���|(zh��)����(ch��)�桰�н��|(zh��)��B(t��i)��늉�
���ñ���(sh��)�Hʹ�õĴ�ӡ���|(zh��)����(ch��)�桰�н��|(zh��)��B(t��i)��늉� �@ʾ�ͼ��g��̽�y��̽�y����늉�
�@ʾ�ͼ��g��̽�y��̽�y����늉� ���ñ���(sh��)�Hʹ�õĴ�ӡ���|(zh��)����(ch��)�桰�н��|(zh��)��B(t��i)��늉�
���ñ���(sh��)�Hʹ�õĴ�ӡ���|(zh��)����(ch��)�桰�н��|(zh��)��B(t��i)��늉� �@ʾ�²��ژ�(bi��o)̽�y��/�ͼ��g��̽�y��̽�y���ġ��o���|(zh��)��B(t��i)��늉���
�@ʾ�²��ژ�(bi��o)̽�y��/�ͼ��g��̽�y��̽�y���ġ��o���|(zh��)��B(t��i)��늉��� ��(ch��)�桰�o���|(zh��)��B(t��i)��늉�
��(ch��)�桰�o���|(zh��)��B(t��i)��늉� �@ʾ̼���K��̽�y��̽�y����늉�
�@ʾ̼���K��̽�y��̽�y����늉� ���ñ���(sh��)�Hʹ�õ�̼������(ch��)�桰��̼����B(t��i)��늉���
���ñ���(sh��)�Hʹ�õ�̼������(ch��)�桰��̼����B(t��i)��늉���